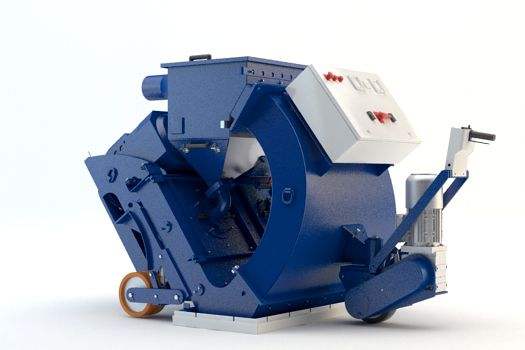
鑄造閥門拋丸清理機:打造高效、無塵的清潔利器
鑄造閥門拋丸清理機是一種高效、無塵的清潔利器,廣泛應用于鑄造行業。本文將對其進行詳細分析,從原理、應用領域和優勢等方面進行說明。
一、原理
鑄造閥門丸清理機采用拋丸清理技術,通過高速旋轉的拋丸輪將金屬顆粒(拋丸劑)噴射到鑄件表面,以去除鑄件上的氧化皮、油污和其他雜質。拋丸劑與表面質的碰撞和摩擦產生沖擊力和剪切力,從而達到清潔表面的效果。同時,通過拋丸劑的循環利用和回收處理,實現了無塵環境。
二、應用領
鑄造閥門拋丸清理機廣泛應用于鑄造行業的各個環節,其主要應用領域包括:
1. 鑄造模具的清理:鑄造模具在使用過程中會累一定的氧化皮和污垢,使用拋丸清理機可以將這些雜質迅速清除,恢復鑄造模具的表面光潔度。
2. 鑄件的表面處理:鑄件表面通常存在氧化皮油污等雜質,使用拋丸清理機可以去除這些雜質,提高鑄件的精密度和質量。
3. 鑄件的修復和修復后的清理:在鑄造過程中,鑄件可能會出現一些缺陷,使用拋丸清理機可以清除缺陷表面的氧化皮和殘余材料,然后進行修復。
三、優勢
鑄造閥門拋丸清理機相比傳統的清方法具有以下優勢:
1. 高效:由于拋丸清理技術的使用,可以快速清除鑄件表面的雜質,提高生產效率。
2. 精確:拋丸清理機可以根據調整拋丸劑的速度和角度,實現對不同形狀和材質的鑄件進行精確清潔。
3. 無塵環境:通過拋丸劑的回收利用和處理,鑄造閥門拋丸清理機可以實現無塵環境,減少環境污染。
4. 操作簡便:鑄造閥門拋丸清理機采用自動化控制系統,操作簡便,減少人工操作的難度。
5. 節約本:與傳統的清潔方法相比,鑄造閥門拋丸清理機可以節約人力、降低能耗,從而降低清潔成本。
結論
鑄造閥門拋丸清理機作一種高效、無塵的清潔利器,在鑄造行業發揮著重要的作用。其通過拋丸清理技術,可以快速、精確地去除鑄件表面的雜質,實現高質量的清潔效果。同時,鑄造閥門拋丸清理機的優勢在于高效、精確、無塵、簡便和節約成本等方面,使其成為鑄造行業中不可或缺的設備。隨著鑄造行業的不斷發展和求的提升,鑄造閥門拋丸清理機必將繼續發展壯大,為鑄造行業的清潔工作提供更好的解決方案>
鍛鋼球閥球閥與鑄鋼球閥有何區別
要理解鍛鋼球閥球閥與鑄鋼球閥有何區別,我們首先來看下鍛造工藝和鑄造工藝的區別
一:鑄造球閥是指把鋼鐵放入爐中進行熔化,在通過澆鑄成型之后的球閥。
二:鍛造球閥是利用鍛壓機械對金屬坯料施加壓力,使其產生塑性變形,以獲得具有一定機械性能、一定形狀和尺寸的鍛件的加工方法。鍛造和沖壓同屬塑性加工性質,統稱鍛壓。
鑄造球閥就是澆鑄所成的球閥,一般鑄造的球閥壓力等級都比較低(如 PN16、PN25、PN40,但也有高壓的,可以到 1500Lb、、2500Lb),口徑大多數都為 DN50 以上。
鍛造球閥就是鍛打出來的,一般都是用在等級高的管路上,口徑比較小,一般都在 DN50 以下;壓力高,比如鍛造球閥,美國威盾VTON,他的鍛造球閥的最高壓力可以做到4500LB。
鑄造球閥和鍛造球閥的詳細區別主要有以下幾點
1、鑄造球閥和鍛造球閥閥體壓力和厚度的關系
鑄造:熔融的液態金屬填滿型腔冷卻。制件中間易產生氣孔。 鍛造:主要是在高溫下用擠壓的方法成型。可以細化制件中的晶粒。鍛造:用錘擊等方法,使在可塑狀態下的金屬材料成為具有一定形狀和尺寸的工件,并改變它的物理性質。
鑄件是材料在模具中整體澆注成型,它的應力分布均勻,對受壓方向沒有限制。而鍛件是由同一方向的力打壓而成,它內部的應力就有方向性,只能承受有方向性的壓力。相同材料,相同壁厚的鑄件和鍛件,在強度和晶相結構上,鍛件要優于鑄件。對球閥來說,相同磅級、相同材料的鑄件球閥的壁厚要厚于鍛件。它的耐壓強度是與鍛件相等的。
2、鑄造球閥可以鑄造出大口徑的球閥,鑄件對于鑄造工藝的要求比較高,最大的特點是可以做出比較復雜的形狀,閥門本體結構以及流道都是不規則的,鑄造可以一次性成型,只要工藝過關,可以鑄造出大口徑的閥門本體。
3、鍛造球閥的致密性比較好,但是對于太復雜的流道和外形無法一次成型,往往需要模塊化進行,分開鍛造再焊接在一起,由此鍛件的尺寸受到一定限制。鍛件往往不能加工出復雜,流線型的流道。流道的加工通過車削而成,內部形成很多尖角過渡,在這些尖角處極易造成應力不均,產生開裂.同時模塊化焊接而成的設計, 鍛造閥門的閥座口徑相對固定,在某些閥門尺寸上,它的口徑就偏小,影響流通能力。造成閥門流阻的加大,整個系統效率的降低。由于在大尺寸閥門鍛造工藝的局限,同時為節約成本,目前許多廠家通常采用閥體中心部分鑄件,兩端鍛件的結構。無論是鑄件,鍛件。在加工時,都有可能產品缺陷。
4、鑄造球閥的主要缺陷表現在沙眼,氣泡等;鍛件的主要缺陷表現在大晶粒,冷硬現象,裂紋,龜裂等。為了獲得合格的產品質量,相對應的鑄件需要熱處理消除鑄造過程中的應力,同時采用X-射線,磁粉探傷,滲透檢查等檢測手段。而對鍛件來說,這就需要對焊縫的嚴格的熱處理和相應的檢測手段來保證。鍛件往往需要超聲波檢查。
三、一般壓力6.4M以下的球閥都可以采用鑄造球閥,比較好的有美國威盾VTON;DN50以上,壓力6.4Mpa以下的常壓球閥選用鑄造球閥;DN50以下,壓力6.4Mpa以上的的高壓球閥選用鍛造球閥;DN50以上,壓力6.4Mpa以上的球閥,可以采用鍛造球閥,比如德國力特LIT;以上均需要參考方面成本,同一種口徑和同一壓力的情況下,鍛造球閥會比鑄造球閥貴一倍以上。







技術資料
- 綏化市吊鉤式噴砂機_綏化市吊鉤式拋丸機_綏化市吊鉤式拋丸除銹清理機_綏化市吊鉤式噴丸設備提高板材的預加工質量?
- 鄂爾多斯6915鋼管除銹拋丸機調試完畢
- 2018發往山東臨沂吊鉤式378拋丸機
- 通過式拋丸清理機發往膠州的裝貨現場
- 環保型吊鉤式拋丸機發貨現場
- 淄博鋼結構拋丸機使用現場
- 黃驊懸鏈式拋丸機客戶現場
- 路面拋丸機應用于廣州橋面建設
- 履帶式拋丸機客戶案例現場匯總
- 布袋除塵器-除塵設備
最新資訊文章
- 電機外殼打砂除銹機怎么選 除銹翻新提高散熱效率
- 滾筒式打砂除銹機除銹效果怎樣 操作安全事項要留心
- 線材拋丸打砂機怎么選?除銹強化設備規格與維護要點
- 棒材打砂機處理規格5.5-320mm,除銹達Sa2.5級,維護注意耐磨件
- 連續懸鏈拋丸機 工作原理及如何選型
- 齒輪強化拋丸清理機 齒輪抗疲勞壽命延長一倍
- 礦山機械除銹機怎么選 對設備壽命影響大別買錯
- 鋁模板除銹機選購指南 全自動除銹機效率多高
- 防腐打砂除銹機怎么選 輕松達到Sa2.5級除銹標準
- 鋁模具拋丸打砂機 會不會打壞模具?清理效果如何?
