鋼板拋丸機|鋼板拋丸機廠家價格|圖片視頻

| 加工定制 | 是 | 類型 | 通過式 | 作用對象 | 鋼材拋丸清理機 |
| 型號 | HST6012 | 品牌 | 青島華盛泰 | 拋丸量 | 250*4 |
| 除塵風量 | 15300 | 除塵效率 | 99.9 | 載重量 | 1000(kg) |
| 功率 | 110(w) |
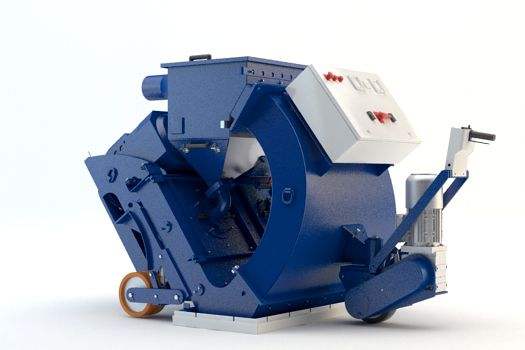
磁吸式鋼板除銹機主要用于船體或其他室外高空大面積鋼結(jié)構(gòu)設備的除銹,操作方便且體積較小,通過強磁鐵吸引力將設備本身與被除銹鋼板貼靠在一起,在中心滾動輪支撐下實現(xiàn)在鋼板表面的自由滑動,大大減輕了除銹工人手工除銹時手持角磨機除銹的按壓力,同時,通過牽引桿的遠距離操作,有效防止了除銹過程中銹蝕粉塵對人體的危害,保護了工人的身體健康。

圖 1 磁吸式鋼板除銹機裝配圖
1.驅(qū)動電動機 2.驅(qū)動齒輪 3.強磁鐵 4.除銹刷 5.支撐軸6.支撐滑輪 7.軸承 8.減速齒輪 9.外殼 10.牽引桿
磁吸式鋼板除銹機是通過直流電動機帶動減速齒輪盤及除銹刷高速旋轉(zhuǎn),在釹鐵硼強磁鐵吸引力的作用下,將整個除銹設備有效地吸附在被除銹的鋼板之上,進而實現(xiàn)了除銹刷與被除銹鋼板之間的按壓式接觸,通過除銹刷頭的高速旋轉(zhuǎn),達到除銹的目的。
同時,通過除銹設備中心安裝的支撐滑輪,可以方便地手動,或者在牽引桿(或牽引繩索)的作用下在鋼板上自由滑動而不脫落,為高空除銹作業(yè)提供了方便,大大減輕了除銹工人的高空作業(yè)危險程度,提高了除銹效率,如圖 1 所示為磁吸式鋼板除銹機的裝配圖。
鋼板除銹機的控制線路安裝在牽引桿 10 內(nèi),通過牽引桿末端手持部分的開關(guān)啟動除銹機的驅(qū)動電動機 1,驅(qū)動電動機安裝在外殼 9 上,電動機輸出軸通過鍵連接與驅(qū)動齒輪 2 相連,減速齒輪 8 與驅(qū)動齒輪 2 相互嚙合,按照給定的傳動比對除銹刷起到減速的作用,如圖 2 傳動簡圖所示,減速齒輪 8 的中心孔與軸承 7 的外圈通過過渡配合安裝在一起,軸承 7 的內(nèi)圈通過過盈配合與支撐軸 5 的外圓相配合,并通過緊固螺母與外殼 9 緊固在一起,通過本傳動部分的設計,實現(xiàn)了減速齒輪 8 在得到有效支撐的同時,不影響與驅(qū)動齒輪之間的傳動。
除銹刷 4通過螺釘與減速齒輪的端面相連接,除銹刷采用柔性材料制成,其上焊接有若干耐磨刷頭,在減速齒輪的帶動下高速旋轉(zhuǎn),用于鋼板除銹。
殼 9 四周,使整機能夠有效吸附在被除銹的鋼板之上,但為防止由于強磁鐵完全與鋼板貼和而造成整機的無法移動,還需在設計機體時將除銹機與鋼板之間增加一定的滑動間隙 a,在滑動間隙的范圍之內(nèi),需保證強磁鐵對鋼板的有效吸附力及除銹刷有效的除銹壓力,同時此間隙也是整機在鋼板上有效滑動的保證。如圖 3,為滑動間隙的示意圖,為保證滑動間隙的有效安裝尺寸,在支撐軸 5 的末端安裝有支撐滑輪 6,如圖 2 所示,支撐滑輪安裝在支撐軸的末端內(nèi)孔內(nèi),通過螺釘連接,并通過墊片微調(diào)滑動間隙 a 的距離,同時支撐軸的加工尺寸需嚴格控制。


4、設備規(guī)格與主要技術(shù)參數(shù):
參數(shù)如表 1 所示。 | 表 1 技術(shù)參數(shù) | |
項目 | 技術(shù)性能指標 | |
5 結(jié) 論 | ||
規(guī)格(機體尺寸)/mm | 310×90 | |
1) 磁吸式鋼板除銹 | 額定電壓 /V | 220 |
電動機功率 /W | 600 | |
機機身與被除銹鋼板在 | ||
-1 | 5000 | |
額定轉(zhuǎn)速(/r·min ) | ||
磁力作用下強力吸附,降 | 刷頭數(shù)量 / 個 | 3 |
低了工人手持普通除銹 | 牽引桿長度 /m | 2~10 |
磁鐵材料 | 釹鐵硼 | |
設備按壓除銹時的勞動 | 磁鐵數(shù)量 / 個 | 8 |
強度。 | 環(huán)境溫度 /℃ | -10~+40 |
機體重量 /kg | 2.5 | |
2) 設備本身與鋼板之間在支撐滑輪的作用下留有一定量的間隙,實現(xiàn)了機身在吸附鋼板的同時可沿鋼板表面自由滑動,且操作靈活。
3)除銹過程中,操作者通過牽引桿進行遠距離控制,且機身與鋼板之間具有防塵設計,可有效防止粉塵被人體吸入,保護工人健康。
4)設備強力吸附在被除銹鋼板上,不需按壓,只需牽引線或牽引桿即可實現(xiàn)高空除銹操作,降低了除銹成本,保證了工人安全。
電氣控制系統(tǒng)
本機的主要電路適用于 380V、50HZ、三相交流電源,控制回路通過 PLC 觸摸屏控制。
本設備主電路采用~380V 電壓供電,控制回路采用~220V 電壓供電,指示燈采用~220V 供電。為便于操作和維護,電器元件集中放在電氣控制箱內(nèi)。設備配有電流表檢測拋丸器的運轉(zhuǎn)情況及
供丸閘閥的流量大小,同時采用指示燈指示當前
機器的工作狀態(tài)。本機的電氣系統(tǒng)具有以下特點:
♦ 拋丸器、維修門、彈丸控制器及彈丸循環(huán)系統(tǒng)等均設有電氣互鎖及自鎖機構(gòu),
以保證設備的可靠運行及操作人員的安全。
♦ 本系統(tǒng)拋丸器運行情況采用電流表監(jiān)視控制,一方面可以通過電流表保護拋丸器,另一方面可以監(jiān)視拋丸器的空拋、堵塞等現(xiàn)象,以隨時調(diào)整設備工作狀態(tài)。
當脈沖控制儀發(fā)出信號時,脈沖控制閥排氣口被打開,脈沖閥背壓室外的氣體泄掉壓力,膜片兩面產(chǎn)生壓差,膜片因壓差作用產(chǎn)生位移,脈沖閥打開,此時壓縮空氣從氣包通過脈沖閥經(jīng)噴吹管小孔噴出(從噴吹管噴出的氣體為一次風)。當高速氣流通過文氏管誘導器誘導了數(shù)倍于一次風的周圍空氣(稱為二次風)進入濾筒,造成濾筒內(nèi)瞬時正壓,實現(xiàn)清灰的目的。自動脈沖反吹的頻率和次數(shù),包括反吹時間,順序全部由 PLC 控制實現(xiàn),并可以根據(jù)實際使用的需求進行靈活的調(diào)整. 通過增大除塵器的過濾面積,可以降低除塵器的過濾風速,從而降低粉塵的排放量。
現(xiàn)將主要零件分述如下:
①葉片:被拋出的大多數(shù)彈丸不停地沖擊著葉片,因此葉片是拋丸器最易磨損的零件,葉片隨葉輪一起整體旋轉(zhuǎn),應特別注意安全和維護,一定要葉輪停止轉(zhuǎn)動后才能打開蓋板,檢查磨損的情況,如發(fā)現(xiàn)彈簧卡子松動,葉片磨損嚴重,應該及時更換,其對稱的兩片之重盡量相等,以免葉輪運轉(zhuǎn)時有較大的振動。
②定向套:定向套是易磨損的零件,當其矩形窗口磨損 5 毫米左右后,須從刻度指數(shù)往后 5 毫米(按葉輪旋轉(zhuǎn)方向),如發(fā)現(xiàn)再磨損 5 毫米左右,則再向后轉(zhuǎn) 5 毫米,繼續(xù)使用,當窗口磨損 15 毫米以上時應更換,否則彈丸的徑向散射角將增加,加快護板的磨損,降低清理效果。
③分丸輪:分丸輪外徑磨損后小于 15 毫米以上時應更換,如繼續(xù)使用,則彈丸的徑向散角同樣增大,加快護板的磨損,降低清理效果。
④拋丸器防護:拋丸器的護板,采用積木式搭壓結(jié)構(gòu),采用堅固耐用的包鑄造螺母結(jié)構(gòu),并且在拋射熱區(qū)均為上
壓板,更換很方便。一般位置的護板是結(jié)構(gòu)相同的邊沿密封式護板,拋射區(qū)護板疊壓其他護板并為上下邊沿密封左右為斜面密封,因此更換拋射熱區(qū)的護板不會影響其他護板。
鋼板通過式拋丸機
(1)拋丸器 主要由葉輪、葉片、分丸輪、定向套、軸承座、主軸等主要零件組成。分丸輪固定在主軸上與葉
輪一起旋轉(zhuǎn),定向套則固定在護罩體上。若轉(zhuǎn)動定向套,則可改變彈丸的拋出方向,定向套窗口的角度大小,決定彈丸的徑向散射角,一般為 60o左右。彈丸拋射帶呈橄欖狀.
(2)葉輪軸上安裝滾珠軸承,軸承座由防振橡膠支承,這樣可減輕葉輪不平衡而引起的振動傳遞,從而提高了軸承及螺旋的壽命,軸承的溫度不允許超過 35℃。

拋丸機工藝流程與工作原理
鋼板吊放到平移機構(gòu)或送入輥道上,由輥道輸送系統(tǒng)送到封閉的拋丸清理室,利用拋丸器高速旋轉(zhuǎn)的葉輪將鋼絲切丸(彈丸)加速拋打至工件表面,對工件表面進行沖擊,刮削以清除工件表面的鐵銹和污物,然后利用滾刷、收丸螺旋和高壓吹管將工件表面的積丸和浮塵吹掃干凈,除銹后的鋼材直接進入噴漆室,通過裝在上下噴漆小車上的噴槍,將車間保養(yǎng)底漆噴涂在工件表面上,再進入烘干室烘干使鋼材表面漆膜達到指干狀態(tài)后快速送出后下料,從而使鋼材達到除銹、防銹的目的。整個過程達到了除銹、防銹、表面強化的目的。因此,鋼材預處理線采用可編程控制器PLC協(xié)調(diào)整機工作,能完成整個工藝流程
拋丸機分部結(jié)構(gòu)及性能說明
- 液壓平移上料
為滿足車間工藝要求,本生產(chǎn)線配備上料裝置。上料裝置由升降小車、重型支架、牽引機構(gòu)和液壓系統(tǒng)構(gòu)成,工件運載由升降小車完成。升降小車的升降由液壓缸實現(xiàn),橫移由鏈條傳動機構(gòu)實現(xiàn)。
l 上料功能:一是按照工藝要求實現(xiàn)預置料(對型材處理特別有用);二是避免起吊時工件對輥道的沖擊;三是通過堆貯物料調(diào)整全線和起吊設備的工作節(jié)拍。
l 上料工作原理:通過起吊設備將待處理的工件吊到升降架上,人工操作控制按鈕使斜槽升降機構(gòu)將工件托起,啟動牽引電機通過鏈條將升降小車平移到送進輥道,平移小車下降,將工件安放到送進輥道返回原位。
l 上料定位裝置:為適應流水線的快速工作節(jié)奏,防止工件跑偏,在上料工位的端部送進輥道上設有多處擋料滾輪,在各升降小車的車體上對應刨有若干淺槽。在處理鋼板時,可由起吊設備將鋼板粗略預置,鋼板在平移過程中觸動擋料滾輪,由擋料滾輪強行將鋼板精確對正;在處理型鋼時,可根據(jù)升降小車的車體上刨有的淺槽刻線,人工對正。
2. 拋丸機輸送輥道
輸送輥道由輸入輥道、拋丸室輥道、中間過渡輥道、輸出輥道組成。
¨ 輸入、輸出輥道輥軸均采用優(yōu)質(zhì)碳素鋼無縫鋼管與調(diào)質(zhì)軸頭焊接而成。外形及安裝尺寸焊后加工,即保證了承載負荷1.5T/m,又保證了同軸度。
¨ 拋丸室內(nèi)承受丸粒拋打的輥道、均裝有可方便更換的高鉻耐磨鑄鐵護套。
¨ 烘干室板鏈采用國標滾子輸送鏈將V型板鏈組串接在一起;國標滾子輸送鏈傳動靈活,易于互換,板鏈V型結(jié)構(gòu),噴漆后鋼板與板鏈形成短線形接觸,使工件表面漆膜損傷降低到最小限度。
¨ 烘干室板鏈加設防偏滾輪,杜絕了板鏈的跑偏,解決了多年來該設備一直存在的問題。
¨ 各輥道前設有控制操作臺,可手動控制,也可自動控制,自動控制時全線輥道聯(lián)動,通過變頻器進行變頻調(diào)速;手動控制時各段輥道可以分別控制、以利于各段輥道的調(diào)整和檢修。
3.拋丸機光電測高裝置
在拋丸室的入口前和噴漆室的入口前,設有壓輥裝置、光電測高裝置。光電測高裝置由光電管、接收器、升降裝置、傳動電機等組成。當工件進入拋丸室時,首先觸動壓輥裝置,壓輥裝置的限位開關(guān)傳遞信號,經(jīng)延時,升降裝置由低點移向高點,當發(fā)光頭接收到反射信號后,位置鎖定,高度檢測完畢,通過PLC機轉(zhuǎn)化控制清掃室中清掃滾刷、收丸螺旋的升降制動電機和噴漆室噴槍升降的制動汽缸,通過制動電機和制動汽缸上的脈沖記數(shù)與光電測高上的脈沖記數(shù)的對應關(guān)系,來實現(xiàn)較為精確的高度調(diào)整。當工件尾部離開壓輥后,測高裝置復位至低點。
l 光電管及接收器采用日本原裝OMRON產(chǎn)品,可靠、耐用。
l 升降裝置采用制動電機,制動靈活,測高精確。
l 改變了以往拋丸室內(nèi)加中間輔室測高的弊端,不會發(fā)生發(fā)光頭、反射板被灰塵堵塞現(xiàn)象。
| 技 術(shù) 參 數(shù) | ||||
| 設備型號 | HP6012B | HP8016B | HP1018 | |
| 通過工件尺寸 | 截面(寬×高) | 600×1200mm | 800×1600mm | 1000×1800mm |
| 工件長度 | 3000-12000mm | 3000-12000mm | 3000-12000mm | |
| 質(zhì)量標準 | 表面清潔度 | A-B Sa2-Sa2 1/2 | A-B Sa2-Sa2 1/2 | A-B Sa2-Sa2 1/2 |
| 表面粗糙度 | 15-50ǔm | 15-50 | 15-50 | |
| 拋丸器 | 數(shù)量 | 4 | 8 | 8 |
| 拋丸量 | 4×250kg/min | 8×250kg/min | 8×250kg/min | |
| 功率 | 4×11KW | 8×11KW | 8×11KW | |
| 輸入輸出輥道 | 允許載重 | 1000kg/m | 1000kg/m | 1500kg/m |
| 輸送速度 | 0.4-4m/min | 0.4-4m/min | 0.4-4m/min | |
| 除塵風量 | 15300/h | 15300/h | 20400/h | |
| 丸料循環(huán) | 70T/h | 96T/h | 120T/h | |
| 外形尺寸 | 24000×3640×5100mm | 26400×4105×6030mm | 32100×4555×6500mm | |
| 地坑深度 | 1490mm | 2090mm | 2210mm | |
| 總功率 | 106.7KW | 135KW | 148KW | |
適用范圍
適用于機床、汽車、紡織機械、冶金、化工、航天等行業(yè)中的小型鑄件、鍛件、沖壓件、齒輪、彈簧等件的清砂、除銹、去氧化皮和表面強化,特別適用于怕磕碰的零件清理及強化處理。
是綜合國內(nèi)外先進技術(shù)設計研制的新產(chǎn)品。它具有清理效果好、結(jié)構(gòu)緊湊、噪音小、成套性好清理設備。
運用拋丸機的行業(yè):
1.鑄造業(yè):普通的鑄造企業(yè)所消費的鑄造件都需求打磨拋光,而拋丸清算機械就是這方面運用的專業(yè)機械。他按照不同的工件運用不同的型號,而且,不會損壞鑄造件的原有外形和功能。
2.模具業(yè):普通來講,模具多是鑄造的較多,而模具自身就請求平滑,拋丸清算機械是能夠按照不同的請求實行拋光處置,不會損壞模具的原有外形和運用功能。
3.鋼廠:鋼廠消費的鋼材、鋼板,剛出爐時有許多毛刺,會影響鋼材的質(zhì)量和賣相。運用經(jīng)過式拋丸清算機就能夠處置這些Issue(問題),使這些Issue(問題)迎刃而解;
4.船廠:船廠運用的鋼板有鐵銹,會影響到造船的質(zhì)量,不成能采用人工除繡,那樣任務量會很大,這就請求無機器可以肅清鐵銹,以確保造船的質(zhì)量,運用系列經(jīng)過式就能夠處理;
5.汽車制造廠:按照汽車制造廠的任務請求,運用的鋼板、少許鑄造件都是需求拋光處置的,但是不能損壞鋼板的強度、原有的外型,鑄造件的外型要確保清潔美觀。由于,汽車零件不是很規(guī)則,那就請求有不同的拋光機械來完成。需求運用的拋丸機有:滾筒式、轉(zhuǎn)臺式、履帶式、經(jīng)過式拋丸清算機械,不同機械處置不同的工件;
6.五金廠、電鍍廠:由于五金廠和電鍍廠都請求工件外表清潔、平整、潤滑,拋丸清算機就能夠處理這些Issue(問題)。五金廠工件較小,合適運用的有滾筒式拋丸清算機和履帶式拋丸清理機,按照狀況而定。電鍍廠假如清算工件較小,量又較大時,能夠采用履帶式拋丸清算機,來完成工件的除繡拋光;
7.摩配廠:由于摩托車配件工件較小,合適運用滾筒式拋丸清算機,假如,量有很大時,采用吊鉤式或許是履帶式都行;
8.閥門廠:由于閥門廠的工件都是鑄造的,都需求實行拋光打磨,才干做到清潔、潤滑、平整,這就需求拋丸清算機械來清算這些雜質(zhì)。可用機械:轉(zhuǎn)臺式、吊鉤式拋丸清算機。
9.軸承廠:軸承是由模具壓制而成,外表較潤滑,但是,有時還是有些雜質(zhì)或是毛刺,這也需求清算,這時拋丸清算機械就派上用場了。
10.鋼構(gòu)造建造企業(yè):鋼構(gòu)造在運用前必需要實行除銹處置,以到達國度規(guī)則的構(gòu)造請求,經(jīng)過式拋丸機采用全主動清算,無需人力除銹,又增加了酸洗的環(huán)境凈化Issue(問題)。
推薦產(chǎn)品







技術(shù)資料
- 綏化市吊鉤式噴砂機_綏化市吊鉤式拋丸機_綏化市吊鉤式拋丸除銹清理機_綏化市吊鉤式噴丸設備提高板材的預加工質(zhì)量?
- 鄂爾多斯6915鋼管除銹拋丸機調(diào)試完畢
- 2018發(fā)往山東臨沂吊鉤式378拋丸機
- 通過式拋丸清理機發(fā)往膠州的裝貨現(xiàn)場
- 環(huán)保型吊鉤式拋丸機發(fā)貨現(xiàn)場
- 淄博鋼結(jié)構(gòu)拋丸機使用現(xiàn)場
- 黃驊懸鏈式拋丸機客戶現(xiàn)場
- 路面拋丸機應用于廣州橋面建設
- 履帶式拋丸機客戶案例現(xiàn)場匯總
- 布袋除塵器-除塵設備
最新資訊文章
- 護欄除銹用什么設備
- Q326橡膠履帶拋丸除銹機 小廠老板用了都說好
- 金屬網(wǎng)片打砂除銹機一年省下20萬人工費?別酸洗了,這辦法真香
- 鋁件拋丸總發(fā)黑變形?打砂機參數(shù)調(diào)對這三處,不用多花一分錢
- 挖掘機翻新靠這臺除銹機,效率翻倍不吃虧
- 懸掛式打砂機 怎么選 不踩坑 工廠老板必看
- 線材打砂機不是洗泥那么簡單
- 除銹機選哭了?連續(xù)履帶通過式拋丸機避坑實錄
- 連續(xù)輥道打砂機 除銹效率高還省錢
- 大梁拋丸三十年——一個老師傅講的真話
